ASSAB V4的化學(xué)成分:
| ASSAB |
AISI |
DIN |
主要化學(xué)成分(%) |
| C |
Si |
Mn |
Cr |
Mo |
V |
| V4 |
--- |
--- |
1.50 |
1.00 |
0.40 |
8.00 |
1.50 |
4.00 |
ASSAB V4簡(jiǎn)介
⑴工具鋼的關(guān)鍵參數(shù)
★模具性能方面
•依據(jù)不同的應(yīng)用選擇正確的硬度•高耐磨性•高韌性
通常��,高耐磨性的模具的韌性都較低�,反之亦然�。然而����,在許多情況下使模具有最佳的性能,工具鋼必須同時(shí)具備高耐磨性和高韌性�。ASSAB V4是經(jīng)粉末冶金煉鋼工藝生產(chǎn)的高性能冷作模具鋼,它有極好的耐磨性和高韌性的良好組合�。
★模具制作方面
•機(jī)械加工性•熱處理•熱處理時(shí)尺寸穩(wěn)定性•表面處理
高合金工具鋼通常比低合金鋼更難加工和熱處理。因此高合金工具鋼模具的制作費(fèi)用也較高�。
ASSAB V4的合金成份十分均衡,并且由粉末冶金煉鋼技術(shù)煉制而成���,因此具有與AISID2鋼種相似的機(jī)械加工性能和熱處理工序���。ASSAB V4最大的優(yōu)點(diǎn)是淬硬與回火時(shí)的尺寸穩(wěn)定性比目前所有已知曉的高性能冷作工具鋼都好��。這也意味著:ASSAB V4非常適用于CVD涂層處理�。
⑵ASSAB V4的特性:
ASSAB V4是一種鉻-鉬-釩合金鋼�,其具有以下特性:
♦高耐磨性♦高抗壓強(qiáng)度♦良好的整體淬透性♦良好的韌性♦淬火、回火后優(yōu)良的尺寸穩(wěn)定性♦良好的抗回火軟化性
精沖加工�,尤其被加工材料較厚時(shí),對(duì)模具的耐磨性和韌性要求很高�。用此種ASSAB V4鋼模具精沖5毫米厚板材料,可獲得極好的效果�����。
ASSAB V4的應(yīng)用
ASSAB V4特別適用于那些因粘著磨損或崩角引起失效的場(chǎng)合�����,即:
♦被加工材料軟而粘��,如奧氏體不銹鋼�����、低碳鋼����、銅���、鋁等♦被加工材料較厚,例如:沖切及成型����;精沖;冷擠壓�����;粉末壓制�;刀具��;拉深等���。
ASSAB V4的物理性能
淬火及回火至60HRC
| 溫度(℃) |
20 |
200 |
400 |
| 密度(Kg/m3) |
7600 |
--- |
--- |
| 彈性系數(shù)(N/mm2) |
200000 |
185000 |
170000 |
| 熱膨脹系數(shù)(/℃從20℃起) |
--- |
10.8×10-6 |
11.9×10-6 |
| 熱傳導(dǎo)系數(shù)(W/m℃) |
26 |
27 |
28.5 |
| 比熱(J/Kg℃) |
460 |
--- |
--- |
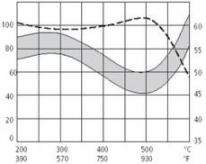
ASSAB V4的沖擊韌性
下圖是ASSAB V4經(jīng)不同溫度回火后�,在室溫下的沖擊韌性值��。樣品尺寸:7×10×55毫米����,無(wú)缺口樣品。淬硬溫度:1020℃空冷��,回火兩次。
ASSAB V4的熱處理
⑴軟化退火
在保護(hù)氣氛中加熱至900℃均熱后�����,于爐中以每小時(shí)10℃的速度���,冷卻至650℃�����,然后空冷��。
⑵消除應(yīng)力
鋼材經(jīng)過(guò)粗加工后�,欲消除加工殘留應(yīng)力����,則須將鋼材加熱至650℃,均熱兩小時(shí)��,再于爐中緩冷至500℃�,然后放于空氣中冷卻。
⑶硬化(淬硬)處理
預(yù)熱溫度:600-700℃
奧氏體化溫度:980-1100℃��,常用溫度為1020℃。厚度>70毫米的模具�,應(yīng)選用1060℃,保持時(shí)間:30分鐘���。
注意:保持時(shí)間=當(dāng)鋼材中心點(diǎn)達(dá)到奧氏體化溫度后��,再需要保持的時(shí)間�。保持時(shí)間少于30分鐘將引致硬度下降�。
在硬化過(guò)程中,須保護(hù)模具以避免氧化及脫碳�。
⑷淬冷介質(zhì)
•在真空爐中,以高速及足夠正壓的氣體冷卻•在500-550℃的鹽浴爐或流動(dòng)粒子爐中�,分級(jí)淬火,然后在空氣中冷卻��。
注意1:當(dāng)鋼材溫度降至50-70℃時(shí)���,必須馬上進(jìn)行回火。
注意2:為了要使模具獲得最適應(yīng)的性能��,在可接受的變形范圍內(nèi)�,冷卻速率越快越好。
注意3:當(dāng)模具壁厚超過(guò)70毫米時(shí)���,應(yīng)在分級(jí)淬火后再用高速氣體冷卻����。
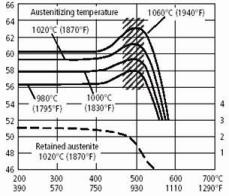
⑸回火
參照下面的回火曲線(xiàn)圖,不同的硬度應(yīng)選擇不同的回火溫度�。模具應(yīng)進(jìn)行兩次回火,而每次回火后都必須冷卻至室溫�。最低回火溫度是180℃,保持時(shí)間至少兩小時(shí)�����。為避免模具韌性降低��,不應(yīng)在470-520℃之間進(jìn)行回火�����。
⑹深冷處理
模具若需獲得穩(wěn)定的尺寸��,可依下列方法作深冷處理:
淬冷后立即深冷至-70至-80℃之間���,保持1~3小時(shí)�,然后進(jìn)行回火�。深冷處理會(huì)使硬度提高約1HRC。形狀復(fù)雜的模具不應(yīng)深冷,以避免模具破裂���。
⑺氮化處理
氮化處理可形成高硬度的表面硬化層��,其具有很好的耐磨性和抗侵蝕性���。
ASSAB V4通常以525℃左右高溫回火,所以氮化溫度不應(yīng)超過(guò)500-525℃�����,因此最好采用離子氮化方式進(jìn)行氮化處理�。
ASSAB V4氮化后的表面硬度約為1250HV0.2kg,氮化層深度應(yīng)根據(jù)實(shí)際應(yīng)用而決定。
ASSAB V4的研磨
正確的研磨技術(shù)可避免形成研磨裂痕更能改進(jìn)模具的壽命�����。切記經(jīng)低溫回火的模具對(duì)研磨引致失效更加敏感��。應(yīng)使用經(jīng)過(guò)削銳����,磨粒粘結(jié)松軟的砂輪�����。同時(shí)采用低的圓周線(xiàn)速度和使用足夠的冷卻也可降低因研磨造成破壞的機(jī)會(huì)。具有“冷切”性能的砂輪效果應(yīng)更佳���。盡可能選用氮化硼(CBN)砂輪��。
ASSAB V4的電火花加工——EDM
如果鋼材在硬化及回火后需進(jìn)行EDM加工���,應(yīng)采用“幼電加工”,即:低電流�,高頻率。為提高摸具性能��,經(jīng)電火花加工后的表面應(yīng)進(jìn)行研磨或拋光去除表面白層����,然后以比原先回火溫度低25℃的溫度再回火一次。
當(dāng)大型尺寸或形狀復(fù)雜的ASSAB V4進(jìn)行電火花加工前����,應(yīng)選用500℃以上的高溫回火溫度。
更多信息請(qǐng)聯(lián)系我司客服(電話(huà)0512-36808358)����,以獲得更多有關(guān)模具鋼的選擇���、用途、性能�����、熱處理及庫(kù)存等相關(guān)資料�����。