VIKING的化學(xué)成分:
| ASSAB |
AISI |
DIN |
主要化學(xué)成分(%) |
| C |
Si |
Mn |
Cr |
Mo |
V |
| VIKING |
--- |
--- |
0.50 |
1.00 |
0.50 |
8.00 |
1.50 |
0.50 |
VIKING簡(jiǎn)介:
VIKING是一種油冷�、氣冷硬化模具鋼���,具有下列特性:①良好的熱處理尺寸穩(wěn)定性�����;②良好的機(jī)加工和磨耐加工性能�;③綜合了極佳的韌性和耐磨性;④常用硬度范圍為52-58HRC���。
模具工作條件
模具使用狀態(tài)受多方面影響�����,如模具的潤(rùn)滑��、冷卻�、模座剛性、被加工材料的特性(磨粒磨損和粘著磨損)���、被加工件的厚度��、模具及產(chǎn)品設(shè)計(jì)及模具使用壽命等等�。在沖切過(guò)程中���,模具必須具備一定的韌性����。當(dāng)沖切厚的板材和鋼帶時(shí)����,模具沖切刃口會(huì)承受很高的拉應(yīng)力��,所以要求模具必須具有很高的韌性才不至于開(kāi)裂��。被加工件厚度越厚對(duì)模具韌性要求就越高�,此時(shí)就必須選用高韌性且耐沖擊的模具材料,同時(shí)還必須具有良好的耐磨性以保證合理經(jīng)濟(jì)的生產(chǎn)運(yùn)轉(zhuǎn)���。
VIKING的組織結(jié)構(gòu)
VIKING經(jīng)1010℃淬火及540℃兩次回火后的組織包括碳化物�����,回火馬氏體和大約1%殘余奧氏體�。
下圖所示為VIKING熱處理后典型的金相顯微組織照片。
放大800倍
VIKING的應(yīng)用
一般用于高載荷沖切和成型加工的耐沖擊鋼種都不能提供最佳的綜合性能:
S1 -淬透性和耐磨性
W.-Nr.1.2767 -耐磨性差
H13 -耐磨性和抗壓強(qiáng)度不足
S7 -長(zhǎng)壽命生產(chǎn)運(yùn)轉(zhuǎn)中���、耐磨性不足
VIKING是一種適用于高載荷沖切和成型加工���,具有高耐磨性和高韌性的多用途高合金模具鋼。
被加工材料厚度可達(dá)25mm之沖切和沖孔模�����;
其它用途:精沖模�����;切邊模���;深拉模��;冷鍛模�����;擺碾模����;軋輥;形狀復(fù)雜的冷擠模��;制管拉伸模等����。
VIKING的物理性能
VIKING硬化至58HRC,室溫及高溫之物理性能.
| 溫度(℃) |
20 |
200 |
400 |
| 密度(Kg/m3) |
7750 |
7700 |
7650 |
| 熱膨脹系數(shù)(20℃起/℃) |
--- |
11.6×10-6 |
11.3×10-6 |
| 彈性模量(N/mm2) |
190000 |
185000 |
170000 |
| 熱傳導(dǎo)系數(shù)(W/m℃) |
26.1 |
27.1 |
28.6 |
| 比熱(J/Kg℃) |
460 |
--- |
--- |
VIKING的抗拉強(qiáng)度
抗拉強(qiáng)度是一個(gè)常用的參考數(shù)值,所有試樣均取自直徑為35mm的圓棒之軋制方向,試樣經(jīng)1010±℃油淬及回火二次至不同硬度。
| |
硬度HRC |
| 58 |
55 |
50 |
| 抗拉強(qiáng)度Rm(N/mm2) |
1960 |
1860 |
1620 |
| 屈服強(qiáng)度Rp0.2(N/mm2) |
1715 |
1620 |
1470 |
| 斷面收縮率Z(%) |
15 |
28 |
35 |
| 延伸率A5(%) |
6 |
7 |
8 |
VIKING的抗壓強(qiáng)度
試樣之取樣及熱處理方式與抗拉強(qiáng)度測(cè)試之試樣相同�。
| |
硬度HRC |
| 58 |
55 |
50 |
| 抗壓強(qiáng)度Rm(N/mm2) |
2745 |
2450 |
2060 |
| 抗壓屈服強(qiáng)度Rp0.2(N/mm2) |
2110 |
2060 |
1715 |
VIKING的熱處理
⒈軟性退火
在保護(hù)氣氛中加熱至880℃,再以每小時(shí)約10℃的冷卻速度爐冷到650℃�����,然后空冷��。
⒉應(yīng)力消除
粗加工后����,模具加熱至650℃�����,保溫2小時(shí),緩冷至500℃�����,然后空冷�。
⒊熱鍛
鍛造溫度1090℃~900℃。模具緩慢加熱并均勻至約700℃�����,然后快速加熱至熱鍛溫度����。鍛打后,模具應(yīng)置于爐中�、木炭中、沙子中或蛭石中緩慢冷卻�。
⒋淬火
⑴預(yù)熱溫度 :600-700℃,
⑵奧氏體化溫度:980-1050℃,通常采用1010℃��。
| 溫度℃ |
保溫時(shí)間min |
回火前硬度(近似值)HRC |
980
1010
1050 |
40
30
20 |
57
60
60 |
⑶保溫時(shí)間=模具達(dá)到淬火溫度透熱后�����,所在需要的保持時(shí)間����。
⑷防脫碳的保護(hù)措施
淬火時(shí)����,防脫碳和氧化的保護(hù)措施�,建議如下:
①中性鹽浴加熱;②用鑄鐵屑,焦碳包裹模具�;③保護(hù)氣氛-吸熱性氣體;④真空����。
| 淬火溫度℃ |
活性碳ac |
露點(diǎn)(近似值)℃ |
二氧化碳含量% |
980
1010
1050 |
0.07
0.06
0.06 |
+10
+4
+1 |
0.45
0.40
0.30 |
⑸淬火介質(zhì)
①循環(huán)氣體或空氣;②高速氣體�;③在200-550℃分級(jí)爐中淬火,1-120分鐘,然后空冷;④油���。
注意:模具冷卻至50-70℃應(yīng)馬上回火����。
⑹轉(zhuǎn)變溫度
當(dāng)以每小時(shí)100℃的速度加熱時(shí),奧氏體大約在800℃開(kāi)始形成�����;在約850℃轉(zhuǎn)變結(jié)束���。當(dāng)以每小時(shí)100℃的速度冷卻時(shí)���,奧氏體大約在820℃時(shí)開(kāi)始轉(zhuǎn)變,約在750℃轉(zhuǎn)變結(jié)束����。
⒌回火
緩慢均勻加熱至回火溫度,回火二次�,最低回火溫度180℃,保溫至少2小時(shí)�。
⒍火焰硬化和感應(yīng)硬化
VIKING可用火焰硬化和高頻感應(yīng)硬化。為使火焰或感應(yīng)硬化后獲得均勻的硬度�,模具應(yīng)首先預(yù)硬至35±2HRC,火焰硬化或感應(yīng)硬化后應(yīng)至少在180℃回火����。
⒎空冷后的尺寸改變
試樣:100×100×25mm
| 奧氏體化溫度℃ |
寬度% |
長(zhǎng)度% |
厚度% |
970 最小
最大 |
-0.01
+0.03 |
-0.02
+0.04 |
+0.04
+0.08 |
1000 最小
最大 |
+0.02
+0.08 |
+0.02
+0.09 |
+0.04
+0.12 |
1030 最小
最大 |
+0.01
+0.12 |
+0.01
+0.10 |
+0.04
+0.12 |
⒏回火后的尺寸改變
尺寸改變%
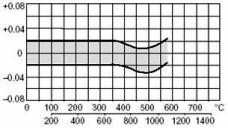
回火溫度
注意:模具整體尺寸的改變是淬火和回火時(shí)尺寸改變的總和。
⒐氮化
氮化處理使得模具具有一層堅(jiān)硬的表面氮化層以提高其耐磨損和耐腐蝕性能�。在525℃氨氣氮化后,模具表面硬度可高達(dá)約1000HV����。570℃軟氮化二小時(shí),模具可得到一層很薄的表面硬化層����,硬度為900~1000HV���。
| 氮化時(shí)間(小時(shí)) |
20 |
30 |
60 |
| 氮化層深度(mm) |
0.15 |
0.25 |
0.30 |
VIKING的電火花加工(EDM)
硬化后模具進(jìn)行電火花加工后應(yīng)以低于上次回火溫度25℃的溫度再回火一次。
VIKING的焊接
模具鋼的焊接��,采取適當(dāng)保護(hù)措施(如模具預(yù)熱��,焊縫預(yù)加工��,合適的焊條和焊接工藝)方可獲得好的焊接效果����。VIKING能夠做焊接處理,模具經(jīng)預(yù)熱可減少焊接開(kāi)裂的風(fēng)險(xiǎn)�����。
焊接注意要點(diǎn)如下:
⑴退火狀態(tài)VIKING的焊接
①預(yù)熱至300-400℃�;②在300-400℃時(shí)焊接;③模具緩慢冷卻至約80℃后立即軟性退火�����;④淬火和回火。
⑵硬化狀態(tài)VIKING的焊接
①預(yù)熱至先前回火溫度�,最低250℃,最高300℃���;②在此溫度焊接,焊接溫度不得低于200℃�;③空冷到約80℃;④焊補(bǔ)后應(yīng)馬上回火���,回火溫度低于上次回火溫度25℃����。
注意:退火態(tài)VIKING焊接時(shí)�����,應(yīng)選用與基體材料相同成分的焊條�����。硬化態(tài)VIKING電焊時(shí)����,使用OK84.52焊條或UTP67焊條。氬弧焊時(shí),使用UTP A 67S或Castolin CastoTIG5焊絲��。